Montage van lagers:
methoden en gereedschappen
Lagers zijn ontworpen om zware lasten te weerstaan en de levensduur van machines te verlengen door wrijving en distributiekrachten te verminderen,
maar ze zijn ook zeer gevoelig voor schokken en zware stoten.
Daarom kan incorrecte hantering of onjuiste bevestiging en demontage de elementen van een lager beschadigen,
wat overmatige geluids- en trillingsniveaus veroorzaakt en de lagerdraaiing beïnvloedt.
Hetzelfde kan gebeuren wanneer kleine deeltjes in het lager terechtkomen, wat leidt tot vervuiling van
onderdelen of van de smeerstof. Zelfs zeer kleine vreemde deeltjes kunnen het lager vervuilen en daardoor een nadelig effect hebben op de levensduur van het onderdeel.
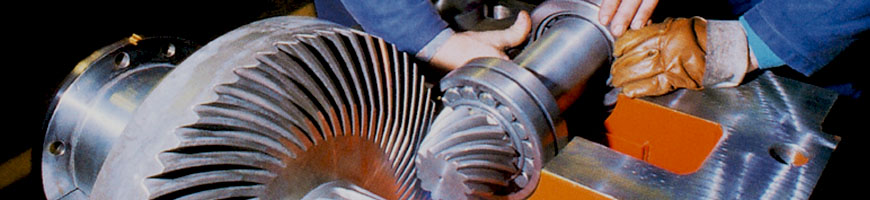
Deze soorten lagerschade kunnen worden voorkomen door de onderdelen correct te hanteren
en de juiste gereedschappen te gebruiken bij het monteren en demonteren van lagers.
ERIKS biedt een uitgebreid assortiment lagergereedschappen aan die bedoeld zijn
om de lagers goed te onderhouden tijdens het gebruik en om de veilige montage en demontage van de lagers te garanderen.
INHOUD




Montage lagers met een conische boring
De lagers met een
conische boring worden met een adapter of een uittrekmof gemonteerd op een conische as of op een cilindrische as. Dit wordt altijd gedaan
met een interferentiepassing, waarbij de mate van interferentie wordt bepaald door hoe ver het lager omhoog wordt bewogen op een conische aszitting.
Kleine lagers met een boringdiameter kleiner dan 80 mm kunnen op de zitting worden gedreven met een lagermontagegereedschap of een borgmoer. Voor
lagers die zijn gemonteerd met een adaptermof moet een haak of een slagmoersleutel worden gebruikt en voor lagers die met uittrekmoffen zijn gemonteerd, is een
lagermontagegereedschap of een moer het beste gereedschap om te gebruiken.
Voor middelgrote lagers met een conische boring is het juiste
lagermontagegereedschap de slagmoersleutel, maar de omhoogdrijfmethode en de olie-injectiemethode kunnen ook worden gebruikt. De laatste twee technieken gelden
ook voor grote lagers. Voor lagers met boringdiameters groter dan 200 mm worden hydraulische moeren aanbevolen, en, indien van toepassing, adviseert SKF het
gebruik van assen en lagerschalen met groeven en kanalen voor de olie-injectiemethode.
De installatie van grote lagers met hydraulische moeren is
van toepassing op conische aszittingen, adaptermoffen en uittrekmoffen. De hydraulische moer wordt geplaatst op een schroefdraad van de as of op de schroefdraad
van de mof en rust op de binnenring van het lager of op de as. Wanneer olie in de hydraulische moer wordt gepompt, wordt de zuiger in axiale richting bewogen,
waardoor de binnenring omhoog in de conische boring wordt gedreven en veilig en nauwkeurig wordt gemonteerd.
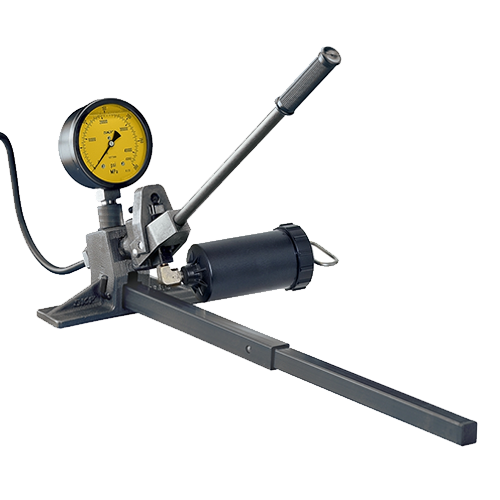
Bij de olie-injectiemethode (hydraulische
methode), die ook wordt gebruikt voor grote lagers met conische boring, wordt olie onder hoge druk ingespoten via kanalen en verdeelgroeven tussen het lager en
de zitting. Deze olie vormt een dun laagje tussen de twee oppervlakken die wrijving vermindert, waardoor de montage gemakkelijker wordt.
Houd er echter rekening
mee dat bij deze procedure zowel de kanalen als de groeven al aanwezig moeten zijn, als onderdeel van het asontwerp.
Als ze niet aanwezig zijn, is het noodzakelijk om de oliegroeven, aanvoerkanalen en draadverbindingen in de as of mof aan te brengen voordat u de olie-injectie uitvoert.
Overzicht lagermontagemethoden
| Mechanische (koude) montage | Warme montage | Hydraulische montage/olie-injectie | |
|---|---|---|---|
| Lagergrootte | Klein, middelgroot | Klein, middelgroot, groot | Klein, middelgroot, groot |
| Type zitting | Cilindrisch, conisch, adaptermof, uittrekmof | Cilindrisch | Conisch, adaptermof, uittrekmof |
| Gebruikte gereedschappen | Montagegereedschap, haaksleutel, slagmoersleutel | Inductieverwarming met verwarmingsplaat, warm oliebad | Hydraulische moer en pomp, omhoogdrijfmethode, olie-injectiemethode |
Gereedschap voor lagermontage
U kunt de onderstaande selectietool gebruiken om snel de benodigde gereedschappen te vinden voor de montage van de lagers in uw toepassing.
Door te klikken op de afbeelding of de naam van het gereedschap komt u op de productpagina terecht waar u het gereedschap gemakkelijk aan uw winkelwagen kunt toevoegen.
| Cilindrische boring |
Boringdiameter | Mechanische (koude) montage | Warme montage | Olie-injectie | Hydraulische montage |
|---|---|---|---|---|---|
| Klein |  Montagegereedschap |
 Inductieverwarming |
|||
| Middelgroot |  Inductieverwarming |
||||
| Groot |  Inductieverwarming |
||||
| Conische boring |
Klein |  Haaksleutel |
 Hydraulische pomp voor omhoogdrijfmethode |
||
| Middelgroot |  Slagmoersleutel |
 Olie-injectiekit |
Hydraulische pomp voor omhoogdrijfmethode |
||
| Groot | Olie-injectiekit |
Hydraulische pomp voor omhoogdrijfmethode |
|||
| Adapter- mof |
Klein | Haaksleutel |
Hydraulische pomp voor omhoogdrijfmethode |
||
| Middelgroot | Slagmoersleutel |
Olie-injectiekit |
Hydraulische pomp voor omhoogdrijfmethode |
||
| Groot | Olie-injectiekit |
Hydraulische pomp voor omhoogdrijfmethode |
|||
| Uittrek- mof |
Klein | Montagegereedschap |
Hydraulische pomp voor omhoogdrijfmethode |
||
| Middelgroot | Olie-injectiekit |
Hydraulische pomp voor omhoogdrijfmethode |
|||
| Groot | Olie-injectiekit |
Hydraulische pomp voor omhoogdrijfmethode |