Cilindrische bevestiging met Loctite

LOCTITE producten voor cilindrische bevestiging hechten lagers, bussen en cilindrische onderdelen in behuizingen of op assen. Ze verhogen de maximale belastingsoverdracht, zorgen voor een uniforme spanningsverdeling en elimineren wrijvingscorrosie. Ze worden aangebracht als een vloeistof en zorgen voor 100% contact tussen op elkaar passende metalen oppervlakken, zodat duurdere ontwerpen, tijdrovende machinale bewerking en zelfs het gebruik van mechanische methoden niet nodig zijn.
Voordelen van deze technologie
Vult alle oneffenheden om loslopen en (wrijvings)corrosie te voorkomen Geschikt voor hoge belasting zelfs met een bestaand ontwerp 100% contact - gelijkmatige spanningsverdeling over de verbinding
Hoe groot is de speling?
| Oplossing | < 0,1 mm | 0,1 tot 0,25 mm | 0,25 tot 0,5 mm |
|---|---|---|---|
 |
Loctite® 603Uiterst geschikt voor lagers |
Loctite® 638Universeel gebruik |
Loctite® 660Spelingvullend |
 |
 |
 |
|
| Handvast na (min.) | 8 | 4 | 15 |
| Temperatuurbereik | -55 tot +150 °C | -55 tot +150 °C | -55 tot +150 °C |
| Goedkeuringen | P1 NSF, WRAS | P1 NSF, WRAS | P1 NSF |
| Commentaar | Voor gebruik op cilindrische onderdelen met kleine spelingen Verdraagt zeer goed lichte verontreiniging met olie |
Standaardtoepassingen Snelle uitharding Voor eenzelfde prestatie en verbeterde ‘Health & Safety’, gebruikt u LOCTITE 6300 |
Maakt hergebruik van uitgesleten lagerzittingen, spieën, spievertandingen
of conussen mogelijk zonder verdere machinale bewerking Te gebruiken in combinatie met activator LOCTITE 7649 |
| Snelle link | Koop nu | Koop nu | Koop nu |
Gebruiksinstructies
Voorbereiden
Reinigen

Gebruik LOCTITE SF 7200 voor eenvoudig verwijderen van residu of lijmresten.
Gebruik LOCTITE SF 7063/7064
om het oppervlak te ontvetten en te reinigen alvorens de lijm aan te brengen.
Bij spelingen van meer dan 0,5 mm
of uitgesleten assen, lagerhuiszittingen of spiebanen, gebruik LOCTITE metaalgevulde pasta’s (zie hoofdstuk
Metaalgevulde pasta’s).
Activeren

Als de uitharding te traag verloopt door passieve metalen of door lage temperatuur (onder 5°C), gebruik dan activator LOCTITE SF 7240 of LOCTITE SF 7649 (zie grafiek Uithardingssnelheid in de Technische Informatiefiche).
Aanbrengen
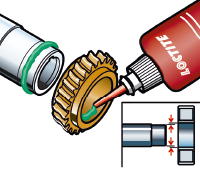
Voor glijpassing: LOCTITE 603, 638, 660
Breng product aan op de buitenomtrek van de mannelijke component en aan de binnenkant van de vrouwelijke component. Maak een draaiende beweging tijdens assemblage om een goede verdeling van product te garanderen.
Voor perspassing: LOCTITE 603
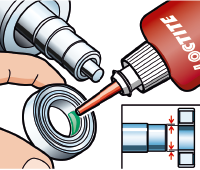
Breng voldoende lijm aan op beide oppervlakken en monteer met hoge perskracht. Oppervlakken zijn bij voorkeur niet gepolijst. Oppervlakteruwheid minstens Ra= 1,6μ.
Voor krimppassing
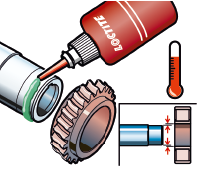
Breng lijm aan op de as, verhit het contradeel zodat er voldoende ruimte ontstaat om een vrije montage te realiseren (max. 230°C). Voor productselectie contacteer het Serviceteam.
Aanbevolen doseerapparatuur: IDH 608966 of IDH 88631 (zie hoofdstuk Apparatuur).
Demonteren
Indien nodig, plaatselijk verwarmen tot ongeveer 250°C en losmaken terwijl het warm is.
Heeft u vragen over onze producten?
Ga voor persoonlijk advies en informatie over producten naar een ERIKS-locatie bij u in de buurt of neem contact op met onze productspecialisten.
Een servicecenter zoeken | Onze klantenservice bellen | Een e-mail sturen



